










網(wǎng)架配件
鋼結(jié)構(gòu)網(wǎng)架桿件
時(shí)間:2019-11-29 14:49:31點(diǎn)擊量:次

徐州桿件加工廠(chǎng)家介紹桿件加工的制作流程
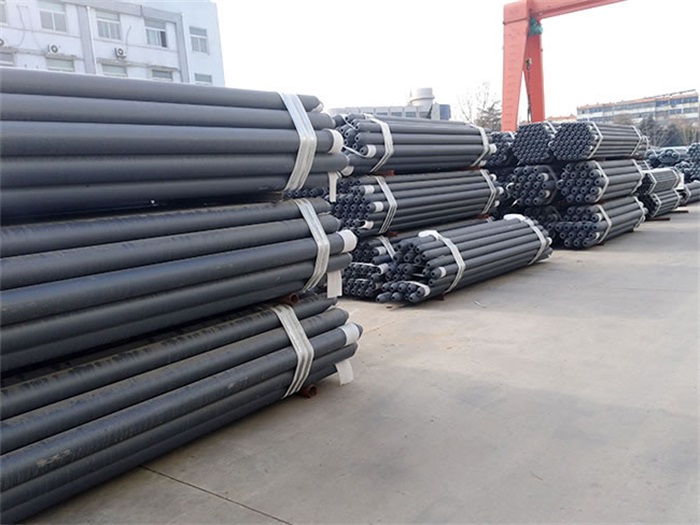
徐州桿件加工廠(chǎng)家介紹桿件加工指鋼管下料、錐頭坯料鍛造、錐頭機(jī)加工?、錐頭封板組裝、焊接、錐頭、管件組裝、桿件整體焊接、桿件測(cè)量、矯正、沖砂涂裝、桿件編號(hào)、標(biāo)識(shí)、桿件保護(hù)、發(fā)運(yùn)等過(guò)程。
第一步鋼管下料。必須選用合格的鋼管材料,經(jīng)過(guò)復(fù)驗(yàn)才可。江蘇凱雷鋼結(jié)構(gòu)工程有限公司鋼管下料采用 HID-900MTS數(shù)控管子相貫線(xiàn)切割機(jī)進(jìn)行下料, 管件切割長(zhǎng)度尺寸精度控制在± 0.5mm,坡口角度允許誤差≤ 5°。錐頭坯料鍛造是桿件加工過(guò)程中非常關(guān)鍵的一步。首先錐頭采用圓鋼下料, 料塊加熱后模鍛制成,錐頭毛坯鍛造前不得有過(guò)燒、 裂紋等缺陷, 鍛后要求正火處理, 表面去除氧化皮。接著是錐頭封板組裝、焊接,先將高強(qiáng)度螺栓預(yù)置于錐頭螺栓孔中,并采用膠片粘貼牢固, 防止倒落入錐頭內(nèi)部。封板與錐頭之間采用單面坡口 (反面貼襯墊)形式,焊接方法采用 CO2氣體保護(hù)焊。錐頭、管件的組裝采用專(zhuān)用裝夾夾具進(jìn)行自動(dòng)組裝。錐頭的定位主要靠?jī)蓚?cè)旋轉(zhuǎn)定心頂針控制其中心軸線(xiàn),桿件的長(zhǎng)度通過(guò)限位檔塊控制。桿件裝配時(shí),保證桿件兩端錐頭頂面與鋼管軸線(xiàn)的垂直度達(dá)到 0.5%R(R 為錐頭底端部半徑) 、桿件兩端錐頭端面圓孔軸線(xiàn)與鋼管軸線(xiàn)的不同軸度不大于管徑的 1%。并保證在鋼管端部與錐頭之間預(yù)留有 2~3mm間隙。桿件裝配完后,采用 NXC-2×500KR型網(wǎng)架桿件雙頭自動(dòng)焊接機(jī)床上進(jìn)行焊接。組裝焊接完后要求在自由狀態(tài)下進(jìn)行測(cè)量,對(duì)于尺寸超差的應(yīng)進(jìn)行矯正。構(gòu)件涂裝前要求進(jìn)行沖砂除銹處理,構(gòu)件的涂裝嚴(yán)格按照設(shè)計(jì)要求及涂料的施工要求執(zhí)行。桿件涂裝完后要求在醒目位置采用油漆作好構(gòu)件編號(hào)標(biāo)識(shí)。桿件加工整個(gè)制作流程基本完成。
上一頁(yè):網(wǎng)架整裝待發(fā)
下一頁(yè):網(wǎng)架桿件自動(dòng)焊機(jī)

 蘇公網(wǎng)安備32030002000426
蘇公網(wǎng)安備32030002000426
